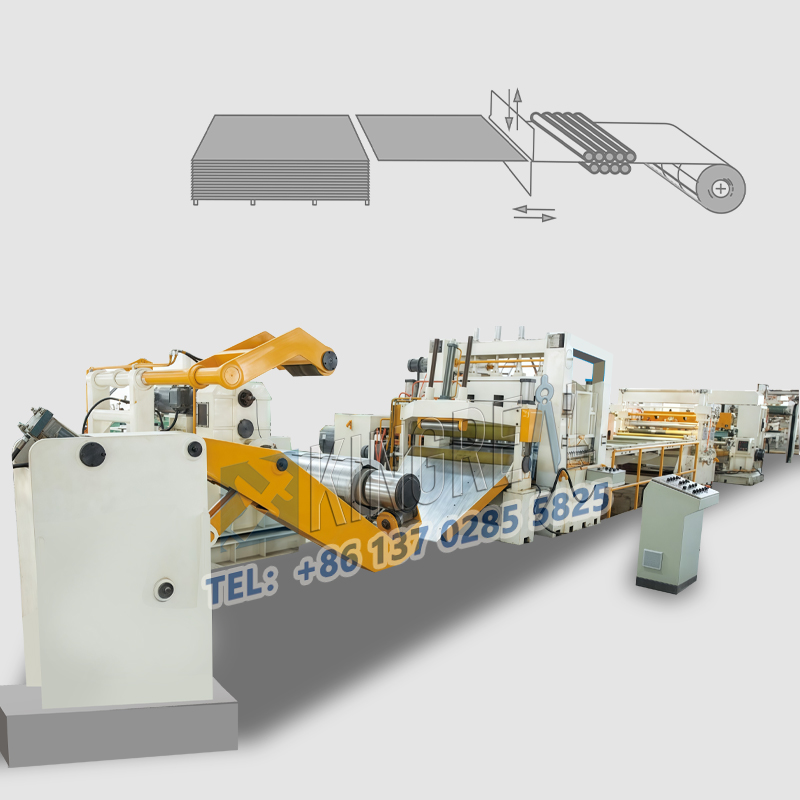
Baja stainless motong garis dawaDigunakake ing industri logam kanggo slamet tliti macem-macem guling logam, kalebu baja, baja stainless, aluminium, wesi, dialek, lan ppi.
Sanajan kinerja sing apik banget ing produksi, baja stainless sing dipotong nganti mesin dawa isih bisa ngalami nglereni panyimpangan sajrone operasi.
Artikel iki bakal ngatasi panyebaran panyimpangan stainless steel ing garis dawa saka telung perspektif: struktur mekanik, program kontrol, paramet, lan kompatibilitas proses.

(1) nyandhang komponen komponen
Ingbaja stainless motong nganti mesin dawa, nyandhang komponen drive minangka panyebab sing bisa nglereni.
Gears, sproket, lan komponen drive liyane sing wis ditindakake kanggo wektu sing suwe bisa ilang, nyebabake akurasi panganan sing suda lan akibate, dimensi nglereni.
Gejala saka baja tahan karat Cut nganti gagal linean Gagal: Contone, ing pabrikan bagean otomotif, gaman drive saka baja stainless steel kanggo 30%. Nalika terus ngethok piring baja sing terus-terusan, turunane dimensi tekan 0.3mm, ngluwihi kisaran ± 0.2mm.
Solusi: Kanggo ngatasi masalah iki, pemeriksaan rutin drive komponen drive disaranake. Yen nyandhang waos gear ngluwihi 15% utawa elongasi chain ngluwihi 2%, mula kudu diganti kanthi cepet.
Bebarengan, rasio transmisi kudu calibrasi kanggo mulihake akurasi transmisi mekanik. Ukuran iki bisa ningkatake stabilitas nglereni lan akurasi.
(2) Pembersaman Ril Tool Shir.
Tambah reresik ing antarane alat lan tuntunan rel uga dadi faktor sing signifikan sing nyebabake nglereni panyimpangan. Suwe-suwe, pandhuan alat kasebut bisa nganggo rute amarga gerakan timbal balik terus-terusan, lan reresik iki bisa nambah, mengaruhi stabilitas Tool.
Gejala saka stainless steel ngethok kanggo gagal lineu: Ing kahanan normal, ngresiki antarane alat lan nuntun rel kudu kurang saka 0,05mm. Kelainan sing gedhe banget bisa nyebabake alat kanggo ngilangi nalika nglereni, nyebabake fluktuasi ing ukuran lambaran potongan.
Solusi: Gunakake tolok perayaan kanggo mriksa reresik. Yen ngluwihi nilai standar, nyetel tuntunan Rail utawa ngganti pandhuan ril geser sing rusak. Pabrik hardware nyuda saka 0.25mm nganti 0,08mm sawise pangaturan iki, nuduhake efektifitas pangaturan iki.
(1) kesalahan logika program
Ingbaja stainless motong mesin dawaOperasi, Kesalahan logika PLC uga minangka panyebab sing umum kanggo ngilangi. Wektu sing disingkirake ing feed lan pandhuan nglereni ing program kasebut bisa pemicu pemotong sadurunge materi wis panganan, nyebabake undercutting.
Manifestasi baja stainless stainless kanggo gagal line kanggo gagal: Contone, ing sawetara kasus, nglereni diwiwiti sadurunge materi wis panganan, sing langsung mengaruhi akurasi.
Solusi: Disaranake nggunakake diagnosis program kanggo ngawasi status titik / O lan ngatur maneh logika "dideteksi feed". Kajaba iku, tambahake pandhuan verifikasi kanggo njamin akurasi urutan tumindak. Optimization iki bakal nambah stabilitas operasi baja stainless sing dipotong nganti mesin dawa.
(2) Setelan parameter sing ora akurat
Setelan paracur sing ora akurat uga minangka faktor sing signifikan sing mengaruhi akurasi nglereni baja stainless sing dipotong kanthi garis dawa. Paramèter Length Feed sing salah utawa kecepatan sing bisa dipotong lan feed bisa nyebabake panyimpangan kumulatif.
Gejala saka stainless steel kanggo gagal mesin dawa: Contone, yen dawa feed disetel kanggo 100mm nanging dawa feed nyata yaiku 99.5mm, operasi jangka panjang bakal nyebabake dimensi signiasi.
Solusi: Mbaleniake count pulsa feed (jumlah pulsa saben milimeter) lan nyetel kacepetan nglereni adhedhasar kekandelan lan materi piring. Kanggo piring sing nglukis, dianjurake kanggo nyetel kacepetan nglereni ora luwih saka 30 kaping / menit, nalika kanggo piring tipis, bisa nganti kaping 60 / menit.
Sawise mbenerake paramèter, tanduran pangolahan baja tahan karat sing nggayuh panyimpangan kumulatif kurang saka 0.1mm kanggo piring 10 meter-dawa, nuduhake pentinge koreksi parameter.
(1) stres plate sing ora rata
Nalika nglereni piring stainless steel, stres sing ora rata bisa nyebabake springback sawise nglereni, mengaruhi stabilitas dimensi pungkasan.
Gejala saka stainless steel ngethok gages dawa: Contone, rangking springback piring sing digulung kanthi dhuwur nganti 1-2%, sing bisa nyebabake nyuda dimensi sawise nglereni.
Solusi: Disaranake nindakake relief stres ing logam sepur, kayata level leveling utawa tuwa, utawa ngimbangi ulang tahun ing 0.1-0.3mm gumantung saka materi). Sawise ganti rugi, plancongan sheet sing wis digulung sing nggayuh penyebaran ukuran ≤0.2mm, njamin akurasi pemotong.
(2) turunan ketegangan
Stabilitas tension aktif langsung ngiringan akurasi nglereni. Yen ketegangan rolling feed ora stabil, logam sheet bisa mlengkung utawa kerut sajrone dipakani, nyebabake dimensi nglereni sing ora dikendhaleni.
Gejala saka stainless steel kanggo gagal garis dawa: gagal kontrol tension bisa nyebabake pakan sing ora rata, sing bisa mengaruhi kualitas nglereni.
Solusi: Disaranake mriksa sistem kontrol tension. Pneumatik Pneumatik mbutuhake pengganti segel, nalika pensioner hidrolik mbutuhake kalibrasi sensor tekanan. Sawise pangaturan, pabrik jalur baja nyuda tekanan tension saka ± 5% nganti ± 1%, kanthi efektif ningkatake akurasi.
 |
 |
 |
Ing operasibaja stainless motong nganti mesin dawa, nglereni panyimpangan asring disebabake kombinasi faktor. Penyelidikan lengkap sing fokus ing struktur mekanik, program kontrol lan paramèter, lan kompatibilitas materi lan proses bisa kanthi efektif ngerteni masalah lan ngetrapake perbaikan sing dianggo kanthi efektif.
Kanthi nggunakake komponen transmisi, ngoptimalake logika program, paramèter sing tepat, lan adaptasi karo karakteristik sing bisa nyilikake industri pemotong kanthi cetha kaya bagean otomotif lan hardware.
Mung kanthi terus nambah saben aspek saka baja tahan karat sing dipotong nganti baris dawa bisa tetep menang ing pasar sing kompetitif.
Muga-muga analisis lan saran ing artikel iki bakal menehi strategi masalah lan solusi sing efektif kanggo industri sing gegandhengan.