Salah sawijining faktor sing paling penting kanggo njamin kualitas Strip sempit yaiku slitting sing tepat. Apa stainless steel, baja, aluminium, tembaga, PPGI, sing digulung, utawa panas digulung, sanajan toleransi sing adhem, tetep santai karo kualitas produk, lan kepuasan pelanggan. Strip sempit bisa ditolak sanajan kanggo bedane cilik ing lebar slit, cacat pinggiran, utawa owah-owahan ing lengkungan materi.
Dadi, kepiye sampeyan bisa mbukak kanthi benerGaris Sletting BajaKanggo nggayuh toleransi sing ketat? Artikel iki mriksa limang aspek utama: Persiyapan mesin slitting baja, kontrol tension, konfigurasi alat, nangani materi, nangani materi, lan jalur baja Slitting pangopènan.

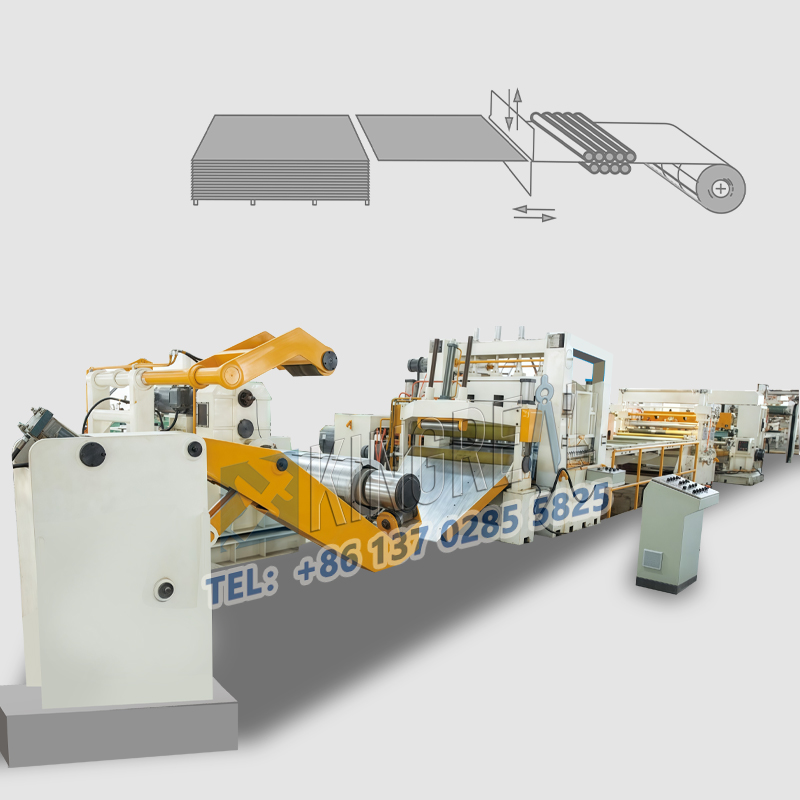
Persiyapan dhisikan sakaMesin Slitting Strip bajadhasar kanggo nggayuh toleransi slitting. Kalima aspek penting kudu ditangani sadurunge wiwitan:
-Steel Strip Slitting Line Alignment: Sadurunge mbukak materi, priksa manawa mandrel (kanggo njamin operasional sing akurat (kanggo njamin axis sing ora ana), lan seser sulap (podo mesin slitting). Piranti Alignment Laser digunakake kanggo njamin posisi komponen komposisi kanggo ngindhari kesalahan sing disebabake dening misalignment.
-Magnetik lan instalasi inti lan instalasi: Pilih inti magnetik bunder, lurus kanthi diameter batin sing cocog karo batang geser baja. Mesthekake kanthi aman kanggo nyegah slippage utawa deformasi. Kesalahan inti inti bisa lelungan menyang Aperture Slitting, Mula kompromi kualitas Edge lan akurasi jembar.
-Nalika posisi: Nyetel posisi alat kanggo nemtokake jembar sing slitting miturut spesifikasi kalibrasi nggunakake meter kalibrasi kanthi maca utawa digital sing diverifikasi kanggo garis slitting baja. Priksa sadurunge wiwitan kanggo mesthekake alat dikunci ing papan kanggo nyegah obah lan nyebabake panyimpangan.
-Rulung Pandhuan: Nyetel posisi pandhuan dhisikan kanggo tengah gulung sadurunge ngetik wilayah sing slitting kanggo nyegah ketegangan sing ora rata kanggo nyegah ketegangan sing ora rata lan narik stabilitas dimensi.
-Program verifikasi: Yen mesin slitting baja bisa diprogram, konfirmasi manawa program sing bener dimuat lan parameter kayata kurva tension lan nyisihake kesalahan operasi supaya bisa mengaruhi toleransi.
 |
 |
Ketegangan stabil minangka kunci kanggo toleransi tolasi lan mbutuhake manajemen ing papat wilayah utama:
-Wektu konsistensi: njaga ketegangan seragam ing saindhengingMesin Slitting Strip bajaProses, saka ora sempit, slitting, kanggo mundur cepet. Jembar material ngganti, regangan, ripples pinggiran, sumelang, lan toleransi kabeh kena pengaruh banget.
-Zone Kontrol: Garis slitting baja modhèl duwe zona ketegangan mandiri amarga ora kepenak, slitting, lan mundur cepet. Sel-sel lan regulator ketegangan kudu di calibrasi.
-Pilih kudu disetel adhedhasar karakteristik materi: sithik banget bisa nyebabake slippage lan pelacakan miskin; Dhuwur banget bisa nyedhot materi, nyebabake ubah bentuk.
-Rewinding: Kanggo bahan sing bisa dikompresi, tension sing luwih dhuwur ditrapake ing inti, mboko sithik minangka diameter roll ditambahake kanggo njamin gulung sing stabil tanpa mandheg. Taper sing ora cocog bisa nyebabake karusakan pinggiran, nduwurke tumpukan, lan konsistensi ambane kompromi.
Kawruh -Materiaterialateriateriateriaterialateriateriateriateriateriateriateriaterialateriaterialateriateriateriateriateriateriaterial: Bahan sing beda mbutuhake strategi reget beda. Ngerti modulus elastis lan ngasilake kekuwatan materi kasebut penting supaya skema tension sing cocog bisa uga disingkirake karusakan bahan utawa pelanggaran toleransi.
Setelan alat nemtokake kanthi kualitas lan akurasi dimensi, fokus ing papat aspek penting:
-ThaL Caham: Alat sing kurang bisa remet utawa nyuwek materi, nggawe burr lan nglanggar toleransi. Kanggo njaga sudhut sing cetha, jadwal alat / panggantos adhedhasar fitur nyandhang materi lan siklus pangolahan kudu disetel.
-Nalika Tipe lan Cara Slitting: Pilih alat adhedhasar syarat lan syarat sing dipotong. Pilih antarane shearing mabur (kacepetan sing terus-terusan), rotest rothi (tliti dhuwur), utawa shearing sing tetep (tetep cilik-batch) adhedhasar kabutuhan pelanggan kanggo njamin toleransi.
-Apa optimalisasi: Kanggo mesin slitting jempol jalur tali cukur, nyetel sudut blades miturut bahan kanggo imbangan sing duwe kualitas alat. Tuntu longkangan lan tumpang tindhih ing antarane lading sisih ndhuwur lan luwih murah kanggo garis slitting jempol sing dicelup (konsultasi karo pabrikan) lan dadi kualitas material). Gap utawa tumpang tindih sing ora bener bisa nyebabake burs lan sudhut sing atos.
Stabilitas -perasionalal: Mesthekake yenMesin Slitting Strip bajaGerbang Blade paralel menyang sumbu blade lan runoout radial agul-agul rotary minimalake kanggo ngindhari tandha "chatter" lan kualitas pinggiran sing ora stabil.
 |
 |
Penanganan materi standar bisa nyegah variasi toleransi bahan sing kena materiasi. Fokus ing papat wilayah utama:
-Plean: ngresiki mesin sliting baja saka bledug, pelumas, lan lebu, utamane ing bearings, ril nuntun, lan sensor, kanggo njamin deteksi masalah.
-Ngawe tuntunan: Pandhuan web aktif digunakake kanggo mesthekake web wis dadi pusat ing wilayah sing sliting, nyegah panyimpangan web asil ing ambane sing ora rata lan kualitas jalur njaba njaba.
-Roll dienggo: Gunakake krenjang lan gagang bajingan mbukak lan mbukak rol. Aja mengaruhi utawa tetes sing bisa ngrusak inti lan mengaruhi kalemahan sakaGaris Sletting BajaInstalasi. Ngalahake rampung gulung kanthi ati-ati kanggo nyegah karusakan lan ubah bentuk.
- Manajemen Manajemen: Tansah Slitting Area Resep lan mbusak lebu kanthi cepet kanggo nyegah saka web, campur tangan karo pemotong, utawa dadi lenggah ing rol, menehi pengaruh kualitas lan toleransi.
Pangopènan mesthekake stabilGaris Sletting BajaOperasi lan toleransi kanthi fokus ing limang wilayah utama:
-Proventifive Maintenance: Priksa komponen komponen, bantalan, tension sabuk, nyandhang gear, lan sistem pneumatik / hidraulik / Hidraulik ing jadwal pabrikan.
-Lubrication Manajemen: Lubricate miturut wektu, jumlah, lan jinis kanggo ngindhari lubrication (dissipasi panas sing kurang) utawa gesekan sing kurang (gesekan) sing bisa nyebabake komponen lan geter.
-Component nyerat: mriksa komponen utama kayata bantalan, shafts, lan gires, lan cepet ngganti komponen, slippage, lan misalignment kanggo mengaruhi toleransi.
-Kencet lan pangopènan: sacara rutin sensor tension, sel, lan sistem posisi digital kanggo nyegah kesalahan pangukuran kanggo nyegah kesalahan pangukuran sing disebabake dening instrumen parameter.
-Plean: ngresiki mesin sliting baja saka bledug, pelumas, lan lebu, utamane ing bearings, ril nuntun, lan sensor, kanggo njamin deteksi masalah.