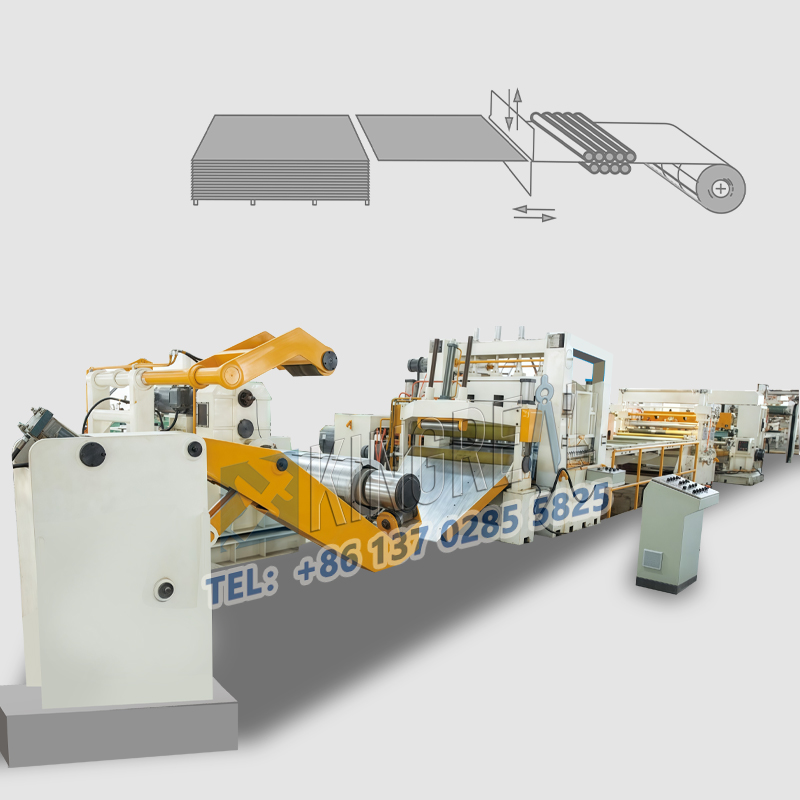
"Mesin Garis Dhuwur digunakake kanggo ngethok gulu baja sudhut utawa lembar logam kanthi dawa. Kanthi mesin length, lan dipakani tingkat, lan dipakani kanthi efisien entuk toleransi kanthi nggunakake mesin dawa. Artomotif, artikel iki bakal njelajah Asil nglereni kanthi tliti kanthi dhuwur liwat desain, kontrol, lan pangopènan motong mesin line. "
Kepiye cara entuk toleransi tliti liwat desain mesin dawa?
Milih 1.driver kanggo Motong Mesin Length
Macem-macem jinis driver ing pasar duwe karakteristik tanggapan frekuensi sing beda. Umumé, pembalap AC luwih disenengi kanggo garis produksi gedhe kanthi kekuwatan ing ngisor 75 tenaga lan mbutuhake pangrungon terus-terusan. Beda, driver DC luwih cocog kanggo aplikasi kanthi syarat daya luwih saka 75 tenaga.
KanggoMotong nganti mesin dawa, Driver vektor AC biasane dadi pilihan sing cocog. Pembalap kasebut nyedhiyakake kinerja sing konsisten ing kahanan beban sing beda lan nawakake tliti banget nalika nyetel kacepetan lan torsi. Kontrol tepat iki ngidini motong mesin garis dawa kanggo ngethok lembaran logam ing kisaran toleransi sing apik.
Rancang kurva kanggo dipotong kanggo mesin dawa
Sawise driver sing cocog dipilih, langkah sabanjure yaiku ngrancang kurva gerakan sing cocog. Kurva gerakan nemtokake kacepetan materi lan nyepetake kanthi wektu tartamtu. Bagean iki penting kanggo nggayuh shearing tliti dhuwur.
Insinyur kudu ngetung torsi kanggo kabeh sing bisa dipotong lan bobot adhedhasar syarat aplikasi sing nyata. Iki tegese saben dawa nglereni nduweni percepatan sing cocog kanggo njamin akurasi lan kualitas. Salajengipun, ngrekam lan nganalisa kurva kanthi cepet mbantu ngerteni kasalahan potensial ing operasi nyata, saéngga pangaturan sing tepat.
3 .. Optimizasi kacepetan feeder kanggo motong mesin garis dawa
Sawise ngembangake skema kontrol gerakan, pilih kombinasi motor lan gear sing cocog yaiku langkah sabanjure. Kecepatan maksimal feeder gumantung saka karakteristik sing nglereni lan materi sing dibutuhake. Ngerteni kacepetan dhasar motor, kacepetan beban sing dibutuhake bisa ditemtokake kanthi ngitung rasio gear abang.
Intine proses iki ana ing ngitung inersia beban lan mesthekake yen motor sing dipilih bisa ngasilake torsi nyepetake sing cukup. Torsi iki mesthekake yen kacepetan shearing sing cocog wis tekan ing wektu sing cendhak, saengga bisa nambah efisiensi produksi saka potongan kanggo mesin dawa.
4. Menehi bagean saka alangan
Nimbang saka alangan kasebut wigati nalika ngrancang lan milihMotong mesin baris dawaWaca rangkeng-. Contone, jinis potongan kanggo mesin dawa (e.g., shearing fly, shearing puteran, shearing chearing). Kajaba iku, kemampuan percepatan motor kudu memenuhi syarat kanggo mesthekake kacepetan maksimal wis tekan ing wektu sing ditemtokake.
Salajengipun, kahanan eksternal kayata lingkungan konstruksi, karakteristik materi, lan standar uga bisa mengaruhi operasi ing mesin line. Desain sing cukup ora mung kudu nimbang watesan saka mesin sing dawa nanging uga antisipasi faktor eksternal.
Controller 5.Motion kanggo Motong Mesin
Pengontrol gerakan ingMotong mesin baris dawatanggung jawab kanggo ngitung lan ngasilake kurva gerakan pemakaran. Biasane biasane mikroprocessor adhedhasar lan bisa sesambungan karo driver, encoder, lan piranti eksternal liyane. Kinerja pengontrol iki langsung mengaruhi akurasi saka mesin dawa.
Pengontrol gerakan kinerja dhuwur bisa ngolah paramèter gerakan, kalebu jarak, kecepatan, percepatan, lan torsi. Kemampuan kontrol iki njamin tanggapan motong ing mesin sing dawa sajrone operasi, nyuda kesalahan sing disebabake lag.
Kepiye cara njaga toleransi sing tepat nalika nggunakake mesin dawa?
Sawise ngrancang potongan linean dawa lan skema kontrol, pangopènan lan optimalisasi minangka langkah utama kanggo njamin toleransi tliti sing dhuwur sajrone jangka panjang.
1. Ngoper lan Ganti kanggo Motong Mesin
Pangopènan Blade Reguler minangka dhasar kanggo njamin akurasi mesin line dawa. Bledul lading mboko sithik sawise operasi sing berpanjangan, nyebabake penurunan kualitas nglereni. Mula, penting banget kanggo mriksa kahanan agul-rutin adhedhasar frekuensi jinis bahan lan panggunaan. Yen perlu, agul-agul kudu diganti utawa Resharpined kanthi cepet kanggo njamin akurasi nglereni.
2. Kalibrasi lan Optignment Opsiignment kanggo Motong Kanggo Mesin Dawane
Kalibrasi peralatan biasa penting kanggo njaga presisi mesin line panjang. Kabeh komponen kudu ditentuh miturut pedoman pabrikan kanggo njamin posisi lan sudut sing akurat. Kalibrasi sing ora tepat bisa nyebabake nglereni sing ora rata lan bisa nyandhang peralatan peralatan kanthi cepet, mengaruhi kualitas produksi.
3. Nyesuaikan Gap adhedhasar ketebalan materi kanggo mesin dawa
Gap nglereni minangka faktor penting liyane sing mengaruhi kualitas nglereni. Gap sing cocog kudu diatur miturut kekandelan lan jinis materi. Gap sing gedhe banget bakal nyebabake lumahing nglereni kasar, nalika celah cilik sing gedhe banget bisa ngrusak agul-agul. Nyetel celah sing cocog adhedhasar ciri materi sing ora mung nambah kualitas nglereni nanging uga ngluwihi agul-agul.
Entuk toleransi kanthi presisi kanthiMotong mesin baris dawadudu proses sing gampang. Perlu pertimbangan lengkap saka Motong kanggo Desain Mesin Dawane nganti pangopènan saben dinane. Kingreal Breath reresor kanthi lengkap, nganggep faktor kasebut sajrone fase desain kanggo mesthekake yen pelanggan nampa mesin line sing bermutu tinggi. Kajaba iku, tukang ngapusi baja kata-bidak bakal nyedhiyakake layanan, kayata pasokan bagian ganti, dipotong nganti dawa mesin dekail, tuntunan operasi lan pelatihan pangopènan kanggo mbantu para pelanggan entuk