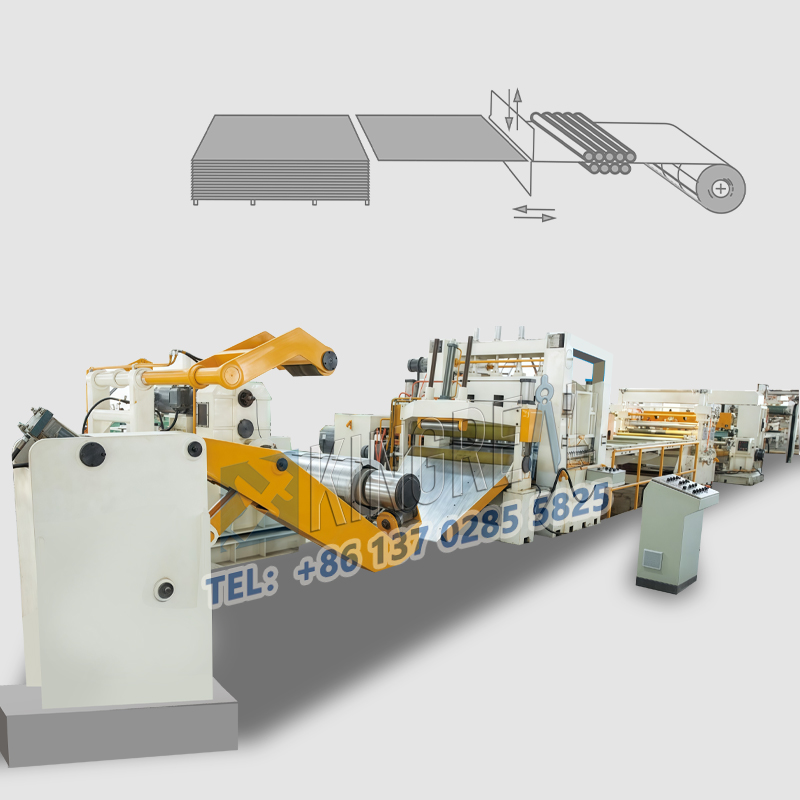
Garis slitting kumparan bajanindakake operasi kayata unwinding, slitting, lan rewinding sudhut nggulung saka materi kanggo gawé ngudani panah karo tliti dhuwur lan ora burrs. Nanging, sawetara fénoména ora normal bisa kedadeyan sajrone operasi mesin slitting kumparan baja, kalebu wangun nduwurke tumpukan abnormal lan deformasi pangolahan lembaran logam. Artikel iki saka KINGREAL STEEL SLITTER bakal menehi panjelasan rinci babagan carane ngatasi masalah umum ing garis slitting kumparan baja kanggo njamin operasi sing efisien.
1. Soft Coil
-Fenomena: Amarga looseness, kumparan baja develops kumparan alus oval-shaped sawise dijupuk mati saka poros mesin puter maneh.
-Solusi: Priksa manawa cukup tension ing awal nduwurke tumpukan, banjur alon-alon nyuda meksa minangka volume coil mundak akeh. Imbuhan tension sing tepat bisa nyegah kedadeyan gulungan alus.
2. Penggulungan sing ora rata
-Fenomena: Koil baja nuduhake wangun telescoping disebabake nduwurke tumpukan salah.
- Panyebab lan Solusi:
A. tension ora cukup: Yen tension dhisikan kurang, misalignments sing bound kanggo njedhul sak pagawean. Diwiwiti kanthi nduwurke tumpukan, dianjurake kanggo ngunggahake tension; progresif nyuda minangka volume coil mundak akeh.
B. Ketegangan sing ora seimbang: Sudut pemotongan sing ora apik utawa misalignment panuntun bisa nyebabake dawa sing ora mesthi ing saben sisih. Priksa manawa mesin puter maneh wis didadekake siji kanthi bener kanggo mbantu nyuda kemungkinan variasi tension; mriksa setelan sawijining.
C. Posisi keterlibatan klem batin sing kurang apik: Keterlibatan sing ora konsisten nyebabake owah-owahan tension; posisi separator kudu diatur maneh kanggo mesthekake konsistensi.
D. Strip baja swinging ngiwa lan nengen ing daur ulang: Nggunakake bahan alus kayata felt kanggo pencet mudhun bisa èfèktif nyegah swinging.
E. Produksi line stoppage: Nalika miwiti maneh sawise mandeg, manungsa waé kudu mbayar kanggo Recovery tension kanggo njaga meksa nduwurke tumpukan stabil.
F. setelan jembaré separator salah: Mesthekake yen jembaré pamisah disetel jumbuh, umume jembaré produk rampung plus kekandelan piring.
3. Inner Diameter Arching
-Fenomena: Sajrone proses nduwurke tumpukan, kumparan baja dumadakan mameraken diameteripun utama arching nalika dibusak saka mesin rewinding.
-Panyebab: Iki biasane gegandhengan karo tension nduwurke tumpukan gedhe banget, utamané nalika Processing piring nglukis.
-Solusi: Nyetel meksa lan mesthekake malah tension supaya diameteripun arching utama.
1. Mlengkung Kaya Ula (Bengkok Sabit)
-Fenomena: Shearing nyebabake kumparan baja mlengkung ing arah lebar.
- Panyebab lan Penanggulangan:
A. masalah materi mentahan: Kaku turahan ing kumparan tiyang sepah dirilis sawise shearing. Dianjurake kanggo nindakake perawatan relief stres sajrone proses bahan.
B. masalah Burr: Burrs nimbulaké kekandelan pinggiran ora rata. Njaga alat sing cetha sajrone proses kanggo nyegah burrs.
C. longkangan agul-agul ora rata: Njamin longkangan agul-agul seragam kanggo supaya mulet beda disebabake kesenjangan gedhe banget utawa cilik ing wilayah tartamtu.
D. Tension siji-sisi saka recoiler: Njaga tension sakabèhé seragam, lan nyetel separators lan piring tension kanggo mesthekake konsistensi.
E. Pandhuan sisih banget nyenyet: Nyetel panuntun sisih kanthi pas sajrone slitting supaya ora kenceng banget.
2. Ombak pinggir
-Fenomena: Pinggiran strip baja deform amarga mulet.
- Panyebab lan Penanggulangan:
A. Ombak pinggiran disebabake burrs: Nguatake ngawasi burr lan langsung nangani.
B. Tekanan gedhe banget saka roller ukuran: Nyetel paramèter tekanan roller kanggo nyegah overstretching.
C. Nyandhang sisih alat nglereni: Kanggo njamin kualitas nglereni, asring mriksa kondisi alat nglereni.
D. Dhuwur prabédan ing Panuntun sisih: Ajeg mriksa dhuwur saka pribadi nglereni kanggo mesthekake konsistensi.
E. Nganggo roller defleksi sadurunge recoiler: Ajeg ngukur nyandhang saka roller ngarep kanggo mesthekake tension seragam.
3. Pinggang creases
-Fenomena: Liwat creases katon ing arah jembaré saka piring baja.
- Panyebab lan Penanggulangan:
A. creases disebabake piso slitting: Nyetel ukuran rings karet kanggo nyegah saka kang kejiret dening alat nglereni.
B. Masalah wangun materi mentahan: Gunakake mesin gawe tingkat telu-rol lan nindakake kir kualitas sadurunge langkah nglereni.
C. Masalah karo drum ngembangaken lan contracting: Njamin kontak apik antarane Strip baja lan drum sak proses ngembangaken lan contracting supaya unevenness.
4. Tandha Winding
-Fenomena: Ing unevenness saka lumahing recoiler ngembangaken lan contracting drum mengaruhi kualitas nduwurke tumpukan.
-Countermeasures: Ajeg mriksa lumahing ngembangaken lan contracting drum lan nyetel maneh utawa ngganti sakcepete.
5. Kisut
-Fenomena: Wrinkles katon ing lumahing piring baja.
- Panyebab lan Solusi:
A. Masalah kertas Liner: Priksa kualitas kertas liner lan supaya ora tumpang tindih lan wrinkling.
B. Masalah ring karet: Ajeg mriksa negara rings karet kanggo mesthekake yen padha ora ngeculke.
C. Imbuhan tension ora bener: Nguatake imbuhan saka piring tension kanggo nyegah kisut.
Nalika ngatasi masalahkumparan baja slitting linemalfunctions, pendekatan sistematis kudu diadopsi. Langkah-langkah ing ngisor iki biasane bisa ditindakake:
-Ngrekam data: Rekam lingkungan operasi, wektu, lan nyetel paramèter nalika malfunction occurs.
-Pemeriksaan ing situs: Nindakake pemeriksaan visual kanggo mirsani status kerja mesin slitting coil baja.
-Komunikasi karo operator: Takon operator babagan langkah-langkah operasi sadurunge malfunction dumadi.
-Ngatasi masalah langkah-langkah: Priksa masalah potensial siji-siji miturut klasifikasi kesalahan ing ndhuwur.
- Panggunaan alat: Gunakake alat lan instrumen sing dibutuhake kanggo pangukuran lan pangaturan.
KINGREAL STEEL SLITTER ngarep-arep yen liwat artikel iki, sampeyan bisa kanthi efektif ngatasi macem-macem masalah ing operasikumparan baja slitting linelan njamin produksi stabil lan terus-terusan. Pangopènan biasa lan latihan profesional uga minangka langkah penting kanggo nyegah malfunctions.