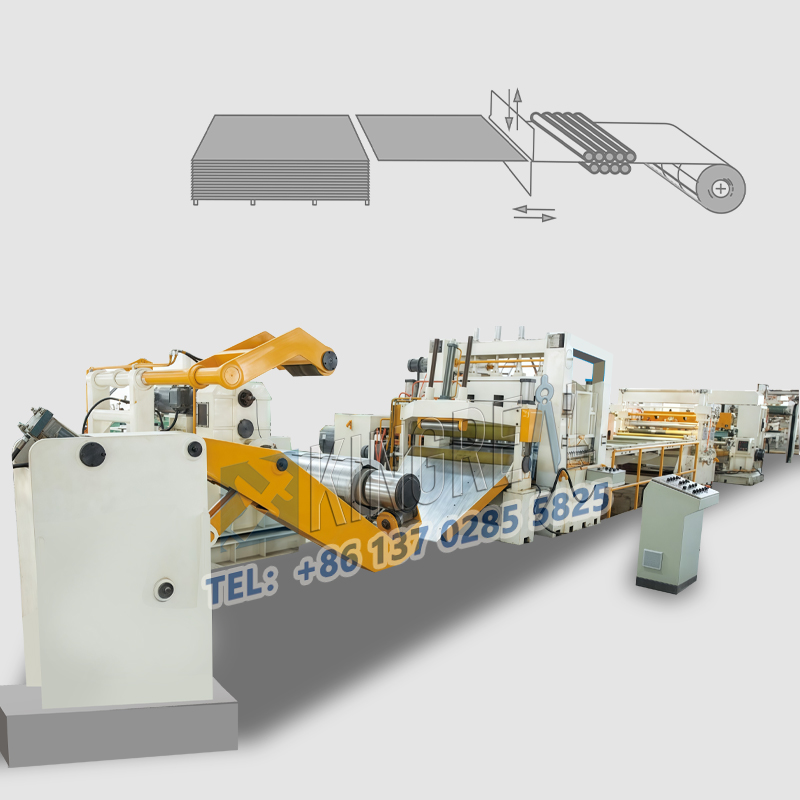
Mesin slitting logamsing digunakake digunakake ing industri Processing logam, utamané kanggo nglereni gulungan gedhe saka materi logam menyang sawetara ngudani panah. Nanging, nalika operasi nyata, garis slitting logam bisa nemu macem-macem ora normal, anjog kanggo suda efficiency Processing utawa sampah materi. Artikel iki dening KINGREAL STEEL SLITTER bakal ngatasi sawetara masalah operasional sing umum karo mesin slitting logam lan menehi solusi sing cocog kanggo mbantu pangguna nggunakake garis slitting logam kanthi luwih apik.
1.1 Coil Ambruk
Sawise slitting, nalika kumparan baja dibusak saka reel, asring ambruk lan dadi oval-shaped. Alesan utama kanggo kedadean iki ora nyukupi tension sak proses nduwurke tumpukan, utawa ngarsane teyeng-nyegah lenga ing lumahing Strip baja, nyegah gesekan cukup antarane lapisan. Kanggo ngatasi masalah iki, langkah-langkah ing ngisor iki bisa ditindakake:
1.1.1 Mesthekake tension cekap Applied sak proses nduwurke tumpukan kanggo nyegah deformasi coil.
1.1.2 Ajeg mriksa lumahing Strip baja kanggo mesthekake resik lan bebas saka lenga, saéngga njamin gesekan apik antarane lapisan.
1.2 Pinggir Koil Baja sing ora rata
Pinggiran kumparan baja sing ora rata utamane disebabake dening faktor ing ngisor iki:
1.2.1 Ketegangan Miskin: Tegangan sing lemah ing wiwitan nduwurke tumpukan lan ketegangan sing kuat ing pungkasan belitan nyebabake belitan sing ora rata. Kanggo ngindhari iki, ketegangan kudu tambah ing wiwitan nduwurke tumpukan lan suda ing pungkasan.
1.2.2 Distribusi Tension Ora Rata: Yen Strip baja ora Cut langsung ing pinggiran anjog, utawa Clamps cokotan menyang pojok anjog saka Strip baja sak nglereni, iku bakal mimpin kanggo distribusi tension ora rata. Sadurunge operasi, konfirmasi sing Strip slitting wis tightly ditempelake ing lumahing reel kanggo mesthekake malah tension.
1.2.3 Oscillation ing Pit Loop: Yen Strip baja oscillates saka sisih menyang sisih ing jugangan daur ulang, lan rollers guide cilik ora mlaku tetep, bisa nimbulaké owah-owahan ing amba plate tension, asil ing nduwurke tumpukan ora rata. Kanggo nyuda osilasi, karpet utawa felt bisa digunakake sawise pit daur ulang kanggo kontak lumahing Strip baja, lan rollers guide cilik kudu didandani.
1.2.4 Generasi Burr: Kanggo ngudani baja sempit, burr gedhe utawa burr inconsistent ing loro-lorone nalika nglereni bisa mimpin kanggo nduwurke tumpukan ora rata. Dianjurake kanggo loncat karo muter awak Strip baja karo burrs madhep munggah ing jugangan daur ulang supaya burrs madhep mudhun, èfèktif nyegah masalah iki.
Sawise slitting, strip baja bisa nuduhake deformasi kayata mlengkung lateral. Alasane cukup rumit:
2.1 Celah Geser Ora Rata:
Ing amesin slitting logam, titik referensi ora akurat ing Pundhak batang pemotong, reresik sumbu gedhe banget saka prewangan poros cutter, utawa kasalahan ing spacer utawa kekandelan sawijining kabeh bisa mimpin kanggo kesenjangan nyukur ora rata, asil ing deformasi. Ajeg mriksa lan calibrating garis slitting logam kanggo mesthekake operasi normal bisa èfèktif nyegah kahanan iki.
2.2 Variasi Ketebalan Bahan:
Bentenipun kekandelan antarane bagéan tengah lan pinggiran saka materi sudhut masalah umum, utamané ing bahan mbalek. Amarga beda ing tliti baris slitting logam lan Techniques imbuhan, variasi kekandelan bahan saka manufaktur beda uga beda-beda. Dianjurake kanggo nindakake testing kekandelan sadurunge Processing lan nyetel miturut prabédan kekandelan nyata.
2.3 Bahan Dasar Bending:
Kaku internal sing diasilake ing bahan dasar nalika digulung diarani tegangan residual potensial. Mundhut imbangan stres sawise slitting longitudinal bisa mimpin kanggo mlengkung strip baja. Mulane, milih bahan mentah berkualitas tinggi lan ngoptimalake proses rolling minangka solusi penting.
2.4 Burr utawa pinggir sing ora konsisten:
Yen kekandelan plate luwih ing sisih karo burrs luwih gedhe sak coiling, bakal mimpin kanggo diameteripun coil luwih gedhe lan mbentuk bend slompret-shaped. Kanggo ngatasi masalah iki, kertas kanthi kekandelan sing cocog bisa dilebokake ing sisih liya utawa proses slitting bisa diadopsi.
2.5 Pinggir Strip Bergelombang:
Sajrone proses coiling, ngarsane burrs bisa mimpin kanggo nambah kekandelan ing pinggiran Strip baja, asil ing elongation pinggiran. Sajrone operasi mesin slitting logam, reresik horisontal kudu ditambah kanggo nyuda tekanan lateral. Kajaba iku, nggunakake lading sing cocog kanggo bahan sing dipotong lan nyuda nyandhang lading uga mbantu ngatasi masalah iki.
3.1 Kejiret dening Blades
Nalika slitting Strip baja panah, yen piring meksa driji-shaped ora rampung isi longkangan antarane loro glathi njaba, Strip baja bisa kejiret dening loro glathi njaba, asil ing creases. Strategi sing efektif kanggo nyegah masalah iki yaiku ngisi celah ing antarane bilah njaba kanthi piring tekanan sing rata lan mesthekake yen minyak tanah ditrapake kanthi rutin ing bilah kanggo nyuda gesekan.
3.2 Kusut ing Rahang Drum Winding
Ing mesin slitting logam, yen Strip baja ora pas tightly marang drum nduwurke tumpukan sak nduwurke tumpukan pisanan pass, creases bisa kelakon sak nduwurke tumpukan sakteruse. Kanggo nyegah iki, jaws drum nduwurke tumpukan kudu dipriksa ajeg, lan kudu mesthekake yen Strip baja wis aman lan tightly ditempelake ing drum ing awal nduwurke tumpukan.
4.1 Tandha Blade Disebabake Plate Tekanan
Yen dhuwur saka piring meksa inconsistent karo piring guide, bisa nimbulaké meksa gedhe banget ing Strip baja, asil ing tandha agul-agul. Mulane, dhuwur saka piring meksa kudu ajeg dicenthang lan diatur kanggo mesthekake iku konsisten karo dhuwur saka piring guide.
4.2 Getaran Plat Tekanan Blade
Nalika piring tekanan agul-agul kedher munggah lan mudhun, bisa uga nyebabake tandha agul-agul. Tandha agul-agul iki biasane pedhot-pedhot, lan alasan utama kalebu mlengkung kumparan, reresik gedhe banget antarane agul-agul lan kumparan, lan sintering lebu logam ing sisih liyane agul-agul. Priksa kondisi kumparan lan njaga bilah resik kanthi efektif bisa nyuda kedadeyan tandha pisau.
Garis irisan logammesthi nemoni macem-macem masalah sajrone nggunakake saben dina, nanging akeh masalah sing bisa dihindari utawa dikurangi liwat pengawasan lan pangopènan sing tliti. Ngerteni lan nguwasani masalah umum lan solusi kanggo mesin slitting logam bisa mbantu pangguna ngoptimalake proses produksi lan nambah efisiensi kerja. KINGREAL STEEL SLITTER ngarep-arep saran ing ndhuwur bakal menehi referensi sing migunani kanggo sampeyan nggunakake garis slitting logam lan njamin operasi sing terus-terusan lan efisien. Yen sampeyan duwe pitakon, hubungi KINGREAL STEEL SLITTER!