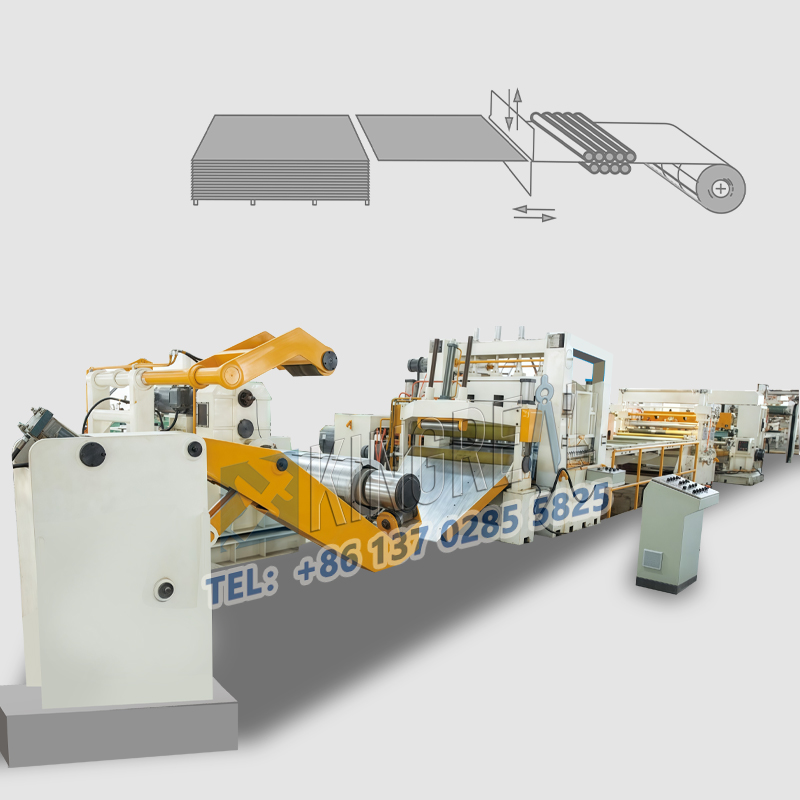
1. Penerimaan sakamesin slitting line, amarga melu perakitan alat, lan mulane asring mbutuhake pangguna lan pabrikan peralatan supaya bisa nindakake panriman kasebut. Sadurunge acceptance, kanggo mesthekake acceptance Gamelan, perlu kanggo nindakake sawetara karya preparatory ing advance. Kaping pisanan, pangguna lan pabrikan peralatan bebarengan kanggo ngrampungake tes akurasi statis mesin slitting logam.
2. Tes iki ditindakake kanthi ngukur bedane pundhak antarane rong poros pemotong kanthi nggunakake penggaris utawa bar persegi. Biasane, rod kothak nduweni bagean salib kira-kira 40 mm utawa 50 mm persegi lan dawane kira-kira 40 nganti 50 mm luwih saka diameter bilah slitter. Sawise pangukuran wis digawe, rong set dering tipis kudu dipilih bebarengan karo asil iki supaya prabédan padha karo panyimpangan iki, lan banjur dipasang ing shafts cutter.

3. Iki bakal ngimbangi penyimpangan iki. Yen ora bisa ditemokake sing cocok, mula kudu digawe maneh. Ing titik iki kudu dipilih kanggo ngrampungake potong longkangan. Amarga nglereni longkangan punika basis kanggo nglereni sakteruse, lan mulane kudu liwat sawetara feelers kanggo njelasno apa loro set prabédan ring lancip akurat. Sawise sawetara tes, mung kanggo mbuktekaken sing longkangan milih bener, banjur loro set dering tipis bisa didandani, digunakake minangka panyimpangan Pundhak trimming kanggo cocog operasi mesin slitting kumparan baja.
4. Staff mung bisa miturut syarat saka peralatan mesin slitting kanggo debugging sakabèhé lan test roto. Sampeyan kudu nyatet sing, ing proses debugging saka lading lan pribadi digunakake, kudu strictly ing sesuai karo specifications saka syarat piranti lunak piso lan nomer urutan njupuk metu.