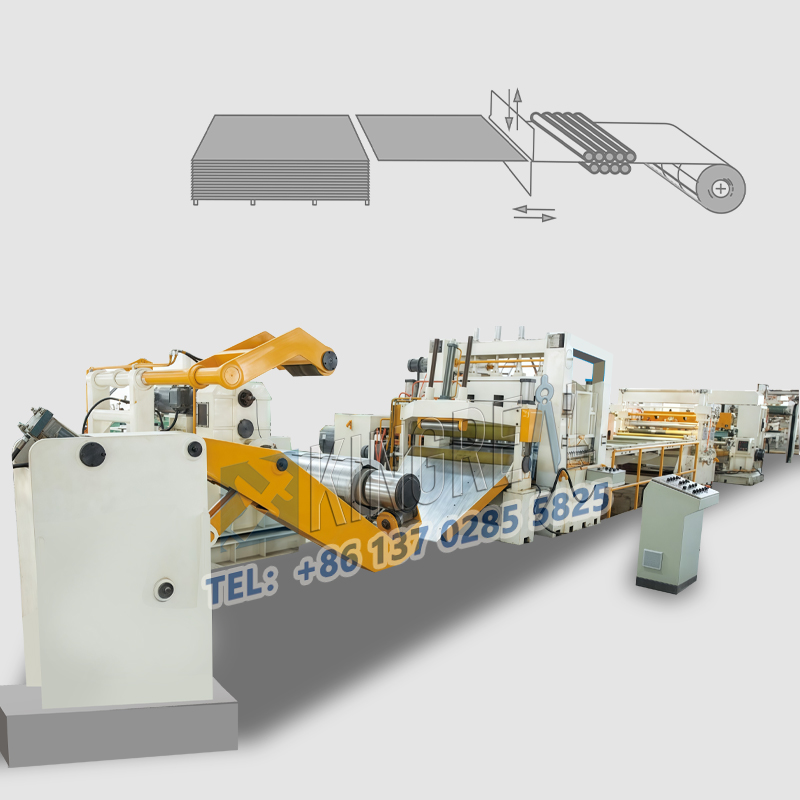
Ingkacepetan dhuwur slitting line, kanthi kacepetan operasi maksimal 230m / min, kanthi efisien ngrampungake proses kunci kayata uncoiling, slitting, lan recoiling gulungan logam, kanthi signifikan ningkatake efisiensi produksi lan akurasi pangolahan. Nanging, sajrone operasi dhuwur-dhuwur lan dhuwur-kacepetan jangka panjang, mesin slitting kacepetan dhuwur rentan kanggo macem-macem kesalahan amarga faktor kayata operasi sing ora bener, nyandhang komponen, lan pangopènan sing ora nyukupi. Kesalahan kasebut ora mung mengaruhi kemajuan produksi nanging uga bisa nyuda kualitas pangolahan lan malah nyepetake umur layanan garis slitting kanthi kacepetan dhuwur. Kanggo ngewangi operator sing cocog kanggo ngatasi masalah operasional mesin slitting kacepetan dhuwur lan njamin produksi lancar, artikel iki bakal rinci babagan kesalahan umum, panyebabe, lan solusi sing cocog sajrone operasi garis slitting kacepetan dhuwur, uga nuduhake tips praktis kanggo nambah umur layanan.
1. Ukuran Slitting Ora akurat
Ora akurat ukuran slitting iku salah siji saka masalah sing paling umum karomesin slitting kacepetan dhuwur, utamané nalika operasi kacepetan dhuwur. Sawise masalah iki kedadeyan, bisa nyebabake batch produk substandard, nyebabake sampah material lan telat produksi.
Nimbulaké:
(1) Kontrol tension sing ora stabil. Sajrone proses slitting garis slitting kacepetan dhuwur, koordinasi tension sing ora bener ing antarane tahap unwinding, slitting, lan rewinding bisa nimbulaké peregangan utawa kontraksi materi, saéngga mengaruhi dimensi slitting.
(2) Nganggo alat abot. Blades saka mesin slitting kacepetan dhuwur terus-terusan ing negara nglereni kacepetan dhuwur, kang bisa mimpin kanggo nyandhang pinggiran, blunting, utawa malah notches. Iki ndadekake mokal kanggo motong materi kanthi tepat, nyebabake panyimpangan dimensi.
(3) Sistem koreksi deviasi abnormal. Piranti koreksi panyimpangan penting kanggo njamin transportasi bahan sing tepat. Yen sensor panyimpangan malfunctions utawa ora bener nyelarasake, bisa nimbulaké panyimpangan transportasi materi, anjog kanggo panyimpangan dimensi ing slitting.
Solusi:
(1) Priksa controller tension saka mesin slitting kacepetan dhuwur kanggo konfirmasi sing paramèter tension disetel ing sesuai karo sifat materi. Nyetel tension nalika unwinding lan gulung maneh kanggo mesthekake transisi Gamelan saka tension antarane telung orane tumrap sekolah, Nyingkiri materi mulet utawa loosening.
(2) Ajeg mriksa kondisi lading. Yen ana nyandhang, blunting utawa notches, ganti nganggo lading sing cocog karo spesifikasi. Sawise panggantos, pas nyetel glathi kanggo mesthekake centering akurat.
(3) Calibrate piranti koreksi panyimpangan, mriksa sensitivitas sensor panyimpangan, ngresiki bledug lan reregetan ing lumahing sensor, lan recalibrate paramèter koreksi panyimpangan kanggo mesthekake yen materi ora nyimpang sak proses ngaturaken lan kanggo njamin akurasi dimensi slitting.
2. Panyimpangan lan Kerut Materi
Sajrone operasi garis slitting kacepetan dhuwur, panyimpangan materi lan wrinkling uga masalah umum, utamane kanggo gulungan logam tipis, ing ngendi masalah kasebut luwih penting. Iki ora mung mengaruhi akurasi slitting nanging uga bisa nimbulaké karusakan materi, impact ing proses sakteruse.
Nimbulaké:
(1) Roller panuntun sing ora seimbang. Roller guide ing mesin slitting kacepetan dhuwur iku wigati kanggo ndhukung lan ngirim bahan. Yen rollers guide ora diinstal tingkat, wis nyandhang lumahing, utawa duwe obyek manca ditempelake, iku bakal mimpin kanggo pasukan ora rata ing materi sak conveyance, asil ing penyimpangan lan wrinkling.
(2) Tekanan udara sing ora cukup. Sawetara komponen aktuator mesin slitting kacepetan dhuwur didorong dening tekanan udara. Yen ana bocor ing sistem tekanan udara utawa tekanan ora cukup, bakal nyebabake komponen sing gegandhengan ora bisa digunakake lan gagal ngontrol transportasi materi kanthi stabil.
(3) Tegangan material sing ora rata. Padha karo masalah tension nyebabake dimensi slitting ora akurat, fluktuasi gedhe banget ing tension nalika unwinding lan rewinding bisa mimpin kanggo regangan ora rata saka materi nalika conveyance, asil ing wrinkling lan panyimpangan.
Solusi:
(1) Nyetel tingkat rollers guide. Sawise garis slitting kacepetan dhuwur mandheg, mriksa kabeh rollers guide saka mesin slitting kacepetan dhuwur, ngresiki obyek manca lan reregetan ing lumahing rollers guide. Yen ana nyandhang ing lumahing rollers guide, ndandani utawa ngganti ing wektu. Nyetel amba instalasi saka rollers guide kanggo mesthekake yen kabeh guide rollers ing tingkat padha lan materi roto-roto ditekan sak transportasi.
(2) Priksa sistem pneumatik. Priksa manawa ana bocor ing pipa pneumatik, ngisi tekanan udara menyang standar sing ditemtokake dening mesin slitting kacepetan dhuwur, lan kanthi rutin ngresiki lan njaga katup pneumatik, silinder lan komponen liyane kanggo njamin operasi stabil sistem pneumatik.
(3) Ngoptimalake ketegangan saka unwind lan mundur. Miturut kekandelan, atose lan karakteristik materi liyane, nyetel paramèter tension saka mesin slitting kacepetan dhuwur, nganggo mode kontrol tension stabil, lan supaya fluktuasi tension gedhe banget kanggo ngurangi panyimpangan materi lan wrinkling saka ROOT.
3. Getaran Abnormal utawa Swara saka High Speed Slitting Line
Nalika mesin slitting kacepetan dhuwur operasi ing kacepetan dhuwur lan ngalami geter ora normal utawa swara shrill, iku nuduhake yen ana nyandhang lan luh utawa masalah instalasi karo komponen baris slitting kacepetan dhuwur. Yen ora ditangani kanthi cepet, bakal nyepetake nyandhang komponen lan bisa uga nyebabake kegagalan mesin slitting kacepetan dhuwur lan mati.
Nimbulaké:
(1) Nganggo bantalan. Bagean transmisi lan roller panuntun mesin slitting kacepetan dhuwur kabeh dilengkapi bantalan. Operasi kacepetan dhuwur jangka panjang bisa nyebabake pelumasan sing ora cukup lan nyandhang bantalan sing abot, nyebabake geter lan swara nalika rotasi.
(2) Sabuk penggerak longgar. Sabuk drive minangka komponen utama kanggo transmisi daya ing mesin slitting kacepetan dhuwur. Kanthi panggunaan sing dawa, bisa uga tuwa lan mulur, nyebabake sabuk drive sing longgar. Sajrone operasi, iku bakal rub marang katrol, ngasilaken gangguan lan mengaruhi transmisi daya, kang siji nimbulaké kacepetan dhuwur slitting line geter.
(3) Komponen mekanik longgar. Sajrone operasi beban dhuwur jangka panjang saka mesin slitting kacepetan dhuwur, sekrup, bolts, lan bagean nyambungake liyane bisa dadi ngeculke, ndadékaké kanggo sambungan miskin antarane komponen lan nyebabake geter lan gangguan abnormal sak operasi.
Solusi:
(1) Priksa kabeh bantalan mesin slitting kacepetan dhuwur. Yen bantalan ditemokake rusak, macet utawa nggawe swara ora normal, tambahake pelumas khusus kanggo pelumasan ing wektu. Yen nyandhang abot, ngganti prewangan langsung kanggo nyegah karusakan prewangan saka mengaruhi operasi sakabèhé saka kacepetan dhuwur slitting line. (2) Nyetel tightness saka sabuk drive. Sawise mesin slitting kacepetan dhuwur mandheg, priksa ketegangan sabuk drive. Yen sabuk drive kenthel, setel piranti tensioning. Yen sabuk drive wis tuwa utawa rusak banget, ganti ing wektu kanggo mesthekake yen sabuk drive pas karo katrol lan transmisi daya lancar.
(3) Nindakake pengawasan lengkap saka ngawut-awut, bolts lan bagean nyambungake liyanekacepetan dhuwur slitting line. Ngencengi sembarang bagean ngeculke, utamané fokus ing bagean nyambungake transmisi lan nuntun posisi mbenakake roller, kanggo mesthekake yen kabeh bagean sing tightly disambungake lan nyuda geter lan gangguan sak operasi.
(1) Pangopènan blade
-Pemeriksaan saben dina: Sadurunge miwiti mesin slitting kanthi kacepetan dhuwur, priksa manawa lading kasebut duwe turahan, karat utawa materi. Ngresiki rereget ing wektu, mbusak reregetan karo resik khusus, lan aplikasi lubricating agen anti-karat sawise pangatusan.
- Panggantos pas wektune: Tansah log status agul-agul. Ganti bilah sing wis rusak banget utawa pinggiran retak utawa retak ing wektune supaya ora mengaruhi kinerja sakabèhé.kacepetan dhuwur slitting lineamarga karusakan agul-agul.
(2) Manajemen lubrication
-Lubrication bagean tombol: Lubricate bagean obah kayata bantalan, gir, silinder hydraulic, chain lan sabuk ing interval biasa. Bantalan/gear kudu dilumasi nganggo pelumas sintetik viskositas rendah saben dina, silinder hidraulik kanthi lenga hidrolik tahan suhu dhuwur saben 1000 jam, lan rantai/sabuk nganggo pelumas basis lithium saben wulan.
-Resik sadurunge lubrication: Ngresiki reregetan lenga lawas sadurunge lubrication supaya lubrication gedhe banget sing adsorbs bledug lan mengaruhi efek lubrication.
(3) Tension lan Kalibrasi
-Kontrol tension: Nyetel paramèter tension miturut sifat materi. Contone, tension kanggo film kudu relatif kurang, nalika kanggo foil logam, bisa rada luwih dhuwur. Sajrone gulung maneh, gunakake tension tapered kanggo nyegah kompresi lapisan njero.
-Kalibrasi reguler: Kalibrasi pusat blade lan sensor saben 3 nganti 6 wulan. Kanggo garis slitting kacepetan dhuwur kanthi frekuensi panggunaan dhuwur, nyepetake siklus kalibrasi kanggo njamin akurasi pemotongan lan operasi stabil mesin slitting kacepetan dhuwur.
(4) Pangopènan Sistem Transmisi
- Priksa sabuk / rantai: Priksa ketegangan sabuk / rantai saben minggu kanggo nyegah slip utawa nyandhang gedhe banget amarga kenceng banget. Nggawe koreksi pas wektune utawa panggantos kanggo sabuk / rante banget worn.
- Priksa bantalan: Priksa kondisi nyandhang bantalan ing bagean transmisi saben telung dina. Rungokake swara sing ora normal lan rasakake panas banget. Ganti bantalan sing rusak kanthi cepet.
(5) Pangopènan Sistem Kelistrikan
-Ngresiki boros panas: Ngresiki bolongan boros panas lan pembuangan saka kothak electrical saben sasi kanggo nyegah akumulasi bledug lan mesthekake ventilasi apik kanggo konverter frekuensi lan driver servo.
-Mriksa kabel: Kenceng terminal kabel lan mriksa kabel tuwa kanggo supaya bentet electrical mengaruhi kacepetan dhuwur slitting operasi line.
Liwat pangopènan standar, tingkat Gagal sakamesin slitting kacepetan dhuwurbisa suda dening luwih saka 40%, Ngartekno ngluwihi umur layanan!